Hol Dir den wöchentlichen SPARTANAT-Newsletter.
Dein Bonus: das gratis E-Book von SPARTANAT.

Strasser RS 700 – Teil 2 – Die Herstellung
Die STRASSER Maschinenbau GmbH in Salzburg hat dank ihrer langjährigen Erfahrung in der Metallverarbeitung Aufträge von der europäischen Raumfahrtindustrie erhalten. Durch eine detaillierte Herstellung und hohe Qualitätskontrolle wird eine außerordentliche Präzision gewährleistet.

Die in Salzburg ansässige Firma STRASSER Maschinenbau GmbH befasst sich bereits in dritter Generation mit der Metallverarbeitung und kann auf eine entsprechend große Erfahrung auf diesem Gebiet zurückblicken. Aufgrund ihres Know-hows und ihren hohen Qualitätsanforderungen haben sie sogar Aufträge von der europäischen Raumfahrtindustrie erhalten.
Der Geschäftsführer selbst (Mathias Strasser) hat sich die Zeit genommen und uns zusammen mit dem Engineering Manager (Martin Skrivanek) durch den Entstehungsprozess und die einzelnen Arbeitsschritte zur Fertigung der STRASSER Gewehre geführt. So war es uns möglich, einen fundierten Einblick in die Herstellung zu bekommen und euch in dieser Artikel-Reihe über das RS 700 zu präsentieren. Der Artikel entstand in Kooperation mit unserem Freund MAJOR FINDING.
Das Herz der RS 700
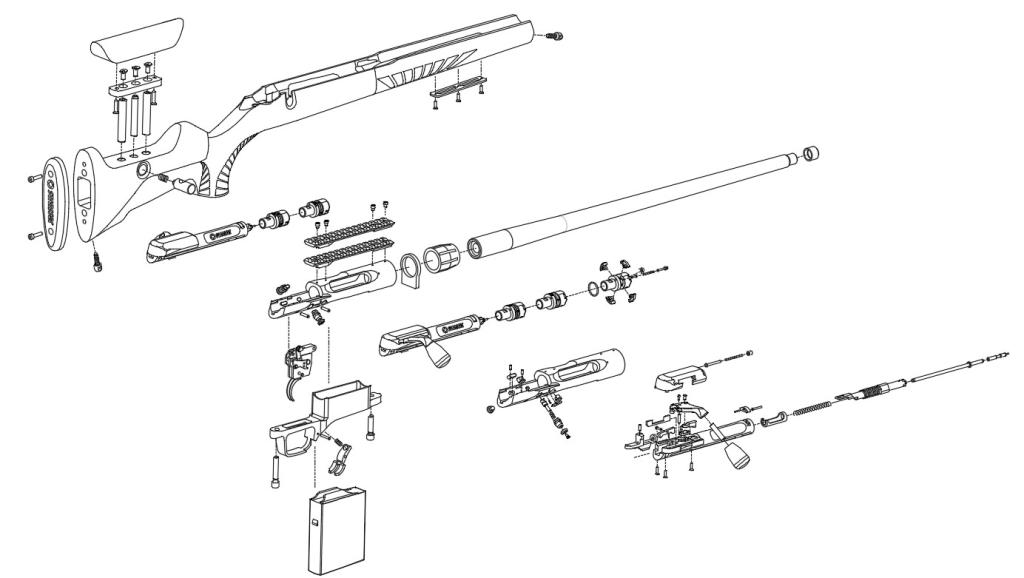
Um mit dem Remington 700 Footprint kompatibel zu sein, hat Strasser ihr Geradezug Repetiersystem entsprechend angepasst und das Kernstück dafür – das alle anderen Teile aufnimmt – bildet der Verschlusskasten.

Die Entstehung des Verschlusskastens beginnt mit einer soliden Stange Stahl. Diese wird in mehreren Arbeitsschritten und verschiedenen Maschinen gefräst, bis es seine endgültige Form angenommen hat. Dieses zentrale Kernstück des Systems nimmt später die Rückstoßplatte (recoil lug) und den Lauf auf, sowie auf der anderen Seite, den Verschluss samt Verschlusskopf – und natürlich den Abzug.

Auch der Verschluss beginnt als Stahlstange und wird nach dessen Fertigstellung mit den dazugehörigen Kleinteilen wie Schlagbolzen, Schlösschen und Kammerstängel bestückt.

Je nachdem, für welches Kaliber ihr euch entscheidet, folgt zuletzt noch der Verschlusskopf. Alle Teile des Gewehres werden gleich nach der Entnahme aus der Fräße, mit spezifischen Leeren grob auf ihre Passgenauigkeit überprüft. Dies ist allerdings nur ein erster Test, um sicherzugehen, dass die Maschinen richtig eingestellt sind.

Jedes einzelne Bauteil der Strasser Gewehre wird im Zuge der Qualitätskontrolle maschinell vermessen. Je nach Größe des Bauteiles kann dieses hunderte Messpunkte haben und die Messung kann dementsprechend bis zu fünfzehn Minuten dauern. Die 100%ige Qualitätskontrolle gewährleistet eine außerordentliche Fertigungspräzision, die jedoch auch mit großem Aufwand verbunden ist.

Um den Fertigungsprozess lückenlos dokumentieren zu können, verfügt jedes Bauteil über einen eigenen Handzettel. Die gesammelten Daten werden anschließend digital gespeichert und können auch noch Jahre später, genaue Auskunft über die Entstehung des jeweiligen Bauteiles geben.
Im nächsten Arbeitsschritt werden die Teile beschichtet und zusammengebaut. Die Verschlussköpfe werden mit den vier Verschlusselementen und den restlichen Kleinteilen bestückt und anschließend mit dem Verschluss verbunden; und wem schlichtes Schwarz zu langweilig ist, der kann sich auch einen Verschlusskopf mit TiN Beschichtung bestellen.

Das System oder englisch „Action“ ist somit komplett und wer sich sein Gewehr maximal individuell zusammenstellen lassen möchte, der kann auch lediglich das System alleine von STRASSER kaufen und die restlichen Bauteile frei wählen. Die symmetrische Bauweise des Verschlusskastens erlaubt sowohl die Verwendung von rechts- als auch linksseitigen Verschlüssen.
RS 700 Laufsystem

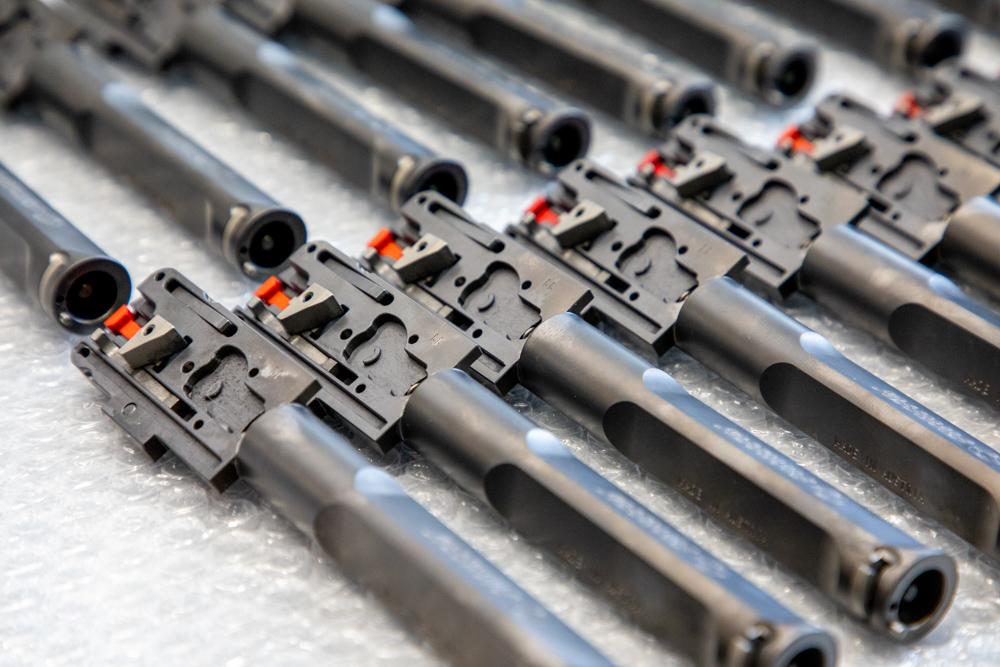
Bis zur fertigen Waffe fehlen jetzt nur noch wenige Komponenten – das wichtigste davon ist der Lauf. Die Läufe stammen von Lothar Walther und gehören zu den wenigen Teilen, die nicht direkt von STRASSER hergestellt werden. Sie werden nach Spezifikationen von STRASSER hergestellt und kommen als Laufrohlinge an - anschließen wird das Patronenlager reingefräst und die Läufe werden in die gewünschte Laufkontur gedreht. Nach der Beschichtung werden sie mittels Remage-Design Laufmutter mit dem Verschlusskasten verbunden und der Verschlussabstand wird dabei eingestellt.

Wie bereits anfangs erwähnt, sind auch andere Läufe mit dem RS 700 System kompatibel. Remington 700 Läufe bedürfen lediglich einer geringen Anpassung, wobei der Lauf im Bereich des Verschlusskopfes ein wenig aufgeweitet werden muss.

Wenn der Lauf montiert ist, fehlt nur noch der Abzug – hierbei können alle Remington 700 kompatiblen Abzüge verbaut werden. Ab Werk wird ein Timney Elite Hunter Abzug, mit 2,5 lbs Abzugsgewicht und einer Zweistellungssicherung verbaut.
Das fertige Laufsystem oder englisch „Barreled Action“ ist somit komplett und fertig fürs Beschussamt. Sobald die Systeme ihren Beschussstempel haben, kann man sie auch in diesem Stadium kaufen. Der Käufer kann anschließend das Laufsystem in seinen Wunsch-Schaft einbauen und das Gewehr nach seinen Anforderungen weiter ausstatten.
RS 700 XRS Chassis

Nachdem wir uns für eine XRS Ausführung entschieden haben, fehlen nur noch zwei Komponenten zum fertigen Gewehr. Wegen des etwas längeren Schraubenabstands auf der Oberseite des Verschlusskastens passen nur die einteiligen Picatinny Schienen von STRASSER – hierbei kann man zwischen null oder zwanzig MOA Vorneigung wählen.
Wenn man sich allerdings für eine zweiteilige Schiene entscheidet, passen alle handelsüblichen Remington 700 Schienen.
Im Zuge der Montage der Schiene wird mittels Lichtspalt-Leere genau darauf geachtet, dass diese absolut gerade ist. Anschließend wird die Schiene mit Zwei-Komponenten-Kleber verklebt und dann mit Schrauben fixiert.

Am Ende wird der XRS Schaft angebracht. Wie auch bei den meisten anderen Schäften üblich, wird dieser mit zwei Schrauben mit dem Laufsystem verbunden und ist dann schon einsatzbereit. Zusätzliches Auftragen von Loctite Schraubensicherung ist hierbei nicht notwendig.
Fertig ist die RS 700 XRS!

Martin Skrivanek übergibt uns hier das neueste Flaggschiff-Modell aus dem Hause STRASSER, um es für euch eingehend zu testen.
Im nächsten Artikel schauen wir uns das endgültige Produkt an, und die aktuelle Konfiguration des Gewehrs.
Und hier findet ihr eine Reportage von Servus TV über österreichische Jagdwaffentradition, sowie auch die Entstehungsgeschichte der Waffenmanufaktur Strasser:
Mehr Infos zur RS 700 und anderen STRASSER Modellen findet ihr HIER direkt bei STRASSER
STRASSER im Internet
MAJOR FINDING im Internet
SPARTANAT ist das Online-Magazin für Military News, Tactical Life, Gear & Reviews.
Schickt uns eure News: [email protected]
Werbung
Hol Dir den wöchentlichen SPARTANAT-Newsletter.
Dein Bonus: das gratis E-Book von SPARTANAT.